
Сегодня предлагаем вашему вниманию статью на тему: "технология изготовления дверей из массива". Мы постарались в полной мере раскрыть тему и объяснить все доступным языком. Все свои вопросы вы можете задавать в комментариях к статье. Наш эксперт будет оперативно на них отвечать.
Содержание
Как открыть цех по производству межкомнатных дверей
Популярность межкомнатных дверей у населения сравнима только с пластиковыми окнами. И на первые, и на вторые спрос отличается стабильностью даже в период экономического кризиса. Но так как межкомнатные двери выполняют не только функциональное предназначение (открывать/закрывать доступ в помещение), но и эстетическое – они должны выглядеть эффектно и нравиться покупателям.

Даже если изготавливать двери из экологически чистых материалов (например, массива), но не придать модели презентационный внешний вид – дело, скорее всего, будет обречено на провал.
Ассортимент продукции – важнейшее решение для будущего производства. И определять его следует с учетом потребительских предпочтений.
Основные виды межкомнатных дверей:
Дверное полотно изготавливают из ламелей дерева (массив разных пород – от мягких, типа сосны, до твердых дубовых и более ценных). Бруски сращивают с помощью клея и выдержки под прессом, полотно шлифуют, калибруют и лакируют, либо покрывают декоративной отделкой (например, шпоном дорогих пород).
Для дверей премиум-класса возможна более сложная технология: применяется частичное тонирование, мозаичное сращивание, инкрустация, благодаря чему дверное полотно превращается в настоящее произведение искусства.
Двери среднего ценового сегмента. В основе, обычно, недорогая древесина в виде досок, скрепленных в каркас, покрытый шпоном с внешней стороны.
Для пустот используют различные наполнители, например, гофрокартон.
При ламинировании на каркас-основу из ДСП или МДФ наносится пленка различного цвета и текстуры. Такая технология производства позволяет имитировать различные материалы (и не только дерево), но износостойкость подобных дверей – наиболее низкая среди всех видов;
Комбинирование таких материалов как пластик и алюминий используется для оснащения нежилых помещений (офисы, медицинские, государственные, образовательные учреждения).
По оценкам производителей, тенденции потребительского спроса можно охарактеризовать так: «от дешевого к дорогому». Сегодня наиболее востребованы шпонированные двери, но с основой не из ДСП, как было ещё пару лет назад, а из древесного массива. Почему?
Причины очевидны:
- надежность – на межкомнатные двери идет довольно большая нагрузка (особенно, если в доме есть ребенок). А цельный массив всегда выигрывает у каркасной конструкции, и шпон из твердых пород дерева защитит полотно лучше ламината и других пленочных материалов;
- шпон однороден по структуре (по сравнению с мебельным щитом), поэтому несложно подобрать максимально похожие двери для разных комнат;
- натуральность материала;
- цена – стоимость дверей из недорогой древесины, облицованной шпоном «вписывается» в категорию среднего ценового сегмента (порядка $250), но прослужат они намного дольше, чем каркасные изделия. Да и при необходимости, такие двери можно реставрировать.
Юридическую форму для бизнеса следует выбирать, предварительно оценив потенциального покупателя.
Здесь есть такие варианты:
- крупный опт – строительные компании и госпредприятия (обычно, действует тендерная основа, которую достаточно сложно выиграть новому игроку на рынке);
- заключение договоров с сетями строительных маркетов и специализированных магазинов;
- реализация через собственные розничные точки;
- дилерская сеть.
На практике, предприятие, занимающееся изготовлением межкомнатных дверей, редко ограничивается одним вариантом сбыта – для увеличения продаж следует разрабатывать все доступные «каналы».
Поэтому оптимальной организационной формой будет юридическое лицо – ООО (с ИП многие строительные фирмы и супермаркеты просто не сотрудничают).
В видах деятельности необходимо указать следующие коды:
- 20.30.1 Производство деревянных строительных конструкций и столярных изделий;
- 51.53.24 Оптовая торговля прочими строительными материалами.
Лицензия на производство межкомнатных дверей не требуется. Но если вы планируете в качестве дополнительных услуг предоставлять установку, учтите, что без специального разрешения допускается монтаж дверных полотен только на место уже существующих проемов. Если же проект предусматривает расширение или любое другое изменение проема – тогда необходима соответствующая строительная лицензия.
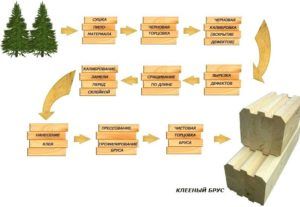
Рассмотрим полный технологический цикл производства межкомнатных дверей из древесного массива с облицовкой шпоном.
1. Производственный цикл начинается с распиловки древесины (бревен) на высокоточных ленточных пилорамах, что обеспечивает минимальный уровень брака.

2. После – доски поступают в специальное место – сушильный комплекс, оборудованный камерами с механизированной загрузкой. Процесс сушки завершается контролем влажности в материале.

3. Затем доска распускается на отдельные бруски (ламели) требуемого сечения. Из ламелей удаляются все дефекты – материал с сучками, неровностями, которые могут влиять на качество будущей двери.

4. На специальной линии сращивания осуществляется склеивание бездефектных заготовок по длине в мебельный щит. Прочность дверного полотна обеспечивается за счет клеевого шипового соединения отдельных заготовок. Склеенные брусья обрабатываются с четырех сторон на фрезерных станках до требуемого сечения.
5. Склеивание ламелей по ширине, для изготовления полотен и отдельных элементов дверей, осуществляется в вертикальных прессах. На стадии этой операции строго контролируется перпендикулярное расположение волокон в соседних брусьях, что гарантирует высокую стойкость будущих дверей к различным деформациям в процессе эксплуатации.

6. Для придания несущим конструкциям двери высокой жесткости и стабильности форм, дверное полотно покрывают шпоном, изготовление которого происходит на отдельной технологической линии.
7. Для производства шпона используются цельные бревна, которые предварительно пропаривают (в запарной камере в течение 3-х суток), а затем – центрируют и ошкуривают на корообрезочном станке, чтобы избавить от коры и лубяного слоя.

8. Следующий этап – круговая обрезка. Бревно постоянно вращается, а станок снимает с него тонкий слой шпона, толщиной всего в 0,6 см. Со среднего бревна получается около 134 линейных метра шпона.

9. Затем шпон разворачивается и разрезается на листы. Листы с одинаковым узором волокон укладываются в стопку. Из них отбираются впоследствии части для внешней облицовки двери.
10. Для придания двери особой износоустойчивости, используют три слоя шпона (в эконом варианте – заменяют на МДФ или ДСП с одним слоем шпона).
Для этого клей наносят с двух сторон на средний слой листа шпона, и отправляют под горячий пресс. Здесь, при температуре более 100 C, средний лист плотно приклеивается к двум другим. Через полторы минуты клей застывает, образуя высокопрочный верхний слой-фанеру для дверного полотна. Такую отделку изготавливают из самых разных древесных пород (березы, дуба, бука, ясеня и других).

11. Шпонированную фанеру наносят на склеенное из ламелей дверное полотно, и помещают под холодный пресс на 30-40 минут, пока сохнет клей. Дальше – все составляющие конструкции двери шлифуются и проверяются на соответствие, чтобы в дальнейшей сборке исключить наличие недопустимых зазоров или перепадов.

12. Следом происходит замер длины/ширины изделия. Дверь отправляется на станок, который снимает фаску и обрезает края по заданным размерам. На следующем станке – выдалбливаются пазы для петель.

13. Вырезается отверстие для дверной ручки.

14. Затем, изделие шлифуется и покрывается лаком, сушится. Все части конструкции собираются в одно целое, комплектуются фурнитурой, упаковываются и отправляются на склад.

Нормативные документы и сертификация межкомнатных конструкций
Межкомнатные двери законодательно не подлежат обязательной сертификации, но наличие документа, подтверждающего знак качества и соответствие нормам, значительно поднимает уровень производителя в глазах покупателя, формирует положительный имидж компании.
А для того, чтобы двери прошли все проверки, необходимо придерживаться рекомендаций и требований, указанных в:
- ГОСТ 475-78 – Двери деревянные. Общие технические условия;
- ГОСТ 28786-90 — Двери деревянные. Метод определения сопротивления воздействию климатических факторов;
- ГОСТ 26602.3-99 — Блоки оконные и дверные. Метод определения звукоизоляции;
- ГОСТ 26602.2-99 — Блоки оконные и дверные. Методы определения воздухо- и водопроницаемости;
- ГОСТ 26602.1-99 — Блоки оконные и дверные. Методы определения сопротивления теплопередаче;
- СТ СЭВ 3285-81 — Двери деревянные. Методы испытания надежности;
- СТ СЭВ 4181-83 — Двери деревянные. Метод определения плоскостности;
- СТ СЭВ 4180-83 — Двери деревянные. Метод испытания сопротивления ударной нагрузке
В производстве межкомнатных деревянных дверей можно использовать готовые материалы (мебельный щит, фанеру, МДФ, шпон) или заготовки (доску обрезную, цельные бревна). Первый вариант значительно упрощает технологию. Второй – снижает себестоимость и увеличивает прибыль, но требует больших капиталовложений. Поэтому позволить себе полный технологический цикл могут только крупные фабрики, ориентированные на массовое производство межкомнатных дверей.
Предприятия среднего и малого бизнеса предпочитают наращивать мощности, используя в качестве сырья готовые материалы. А после окупаемости первоначальных вложений и при возможности расширения – открывать отдельный цех по производству мебельного щита, шпона и других материалов в непосредственной близости от места лесозаготовок.
Основные требования к производственному цеху – сухость (обязательное условие для хранения материалов, продукции и работы с деревом), наличие отопления и всех необходимых коммуникаций, трехфазная сеть, подъездные пути для транспорта.

Размеры цеха варьируются в зависимости от объемов производства и полноты технологического цикла. Если для предприятия по изготовлению дверей из обрезной доски потребуется площадь не менее 400 м 2 , то для малого производства из готового мебельного щита будет достаточно и 100—120 м 2 .
В помещении рекомендуется предусмотреть:
- отапливаемый склад для первичной сушки древесины;
- производственный цех;
- отдельное помещение для нанесения лакокрасочного покрытия;
- место для сборки и хранения готовой продукции.
Для производства межкомнатных дверей из натуральной древесины (дуб, сосна) с облицовкой шпоном различных пород дерева предприятием (ООО на общей системе налогообложения) арендовано производственное помещение, площадью 450 м 2 .
Планируемый выпуск продукции: 800 п.м/год
Пути реализации:
- через собственный склад-магазин;
- через сеть строительных супермаркетов;
- на договорной основе с строительными фирмами-подрядчиками.
Оборудование для производства дверей из массива:
- сушильная камера – 35 тыс. руб;
- ленточная пилорама – 110 тыс. руб (рис. 15);
- шипорезный станок для торцовки ламелей и нарезки шипов-соединений – 170 тыс. руб;
- торцовочный пресс – 220 тыс. руб (рис. 16);
- пневматический пресс для формирования щита – 180 тыс. руб (рис. 17);
- форматно-раскроечный станок для распиловки пиломатериалов – 200 тыс. руб;
- фрезерно-копировальный станок – 90 тыс. руб (рис. 18);
- шлифовальный станок – 100 тыс. руб (рис. 19);
- вспомогательное оборудование (строительный инвентарь) – 50 тыс. руб.
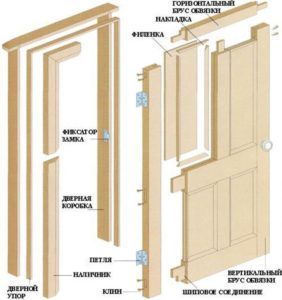
При изготовлении деревянных дверей следует четко знать, из каких элементов она состоит. Для производства дверей из дерева используют следующие элементы: клееный щит, филенка, облицовка.
Производство клееного щита осуществляется из высококачественного массива без сучков и дефектов. Он играет роль каркаса. Оптимальной породой дерева, из которого выполняется производство клееного щита, является сосна. Она проста в обработке, обладает мягкостью и гибкостью, устойчива к механическим повреждениям.
Филенка представляет собой пластинку, помещаемую в щит для придания изделию эстетики. Ее производят как из целой древесины, так и из МДФ.
Облицовку выполняют из шпона или специально обработанной бумаги.
Благодаря такому строению деревянная дверь обладает многими преимуществами:
- экологичностью и натуральностью;
- высокой прочностью;
- сочетается с другими материалами, например, с металлом, пластиком или стеклом;
- тепло- и звукоизоляцией;
- длительным сроком службы, особенно это касается двери из массива.

К минусам дверей из дерева относят их высокую пожароопасность и возможность изменения размеров под влиянием влаги и перепада температур.
Деревянные входные конструкции, устанавливаемые в доме, разделяют на входные и межкомнатные двери.
При производстве деревянных дверей используются дорогие сорта древесины: ясень, бук, дуб, вишня, орех. Более доступным вариантом является сосновый массив или клееный материал. Придать такой двери более солидный вид можно с помощью отделки деревом из благородных сортов древесины.
Несмотря на дороговизну деревянных конструкций, они вполне оправдывают свою стоимость, так как способны прослужить до 50 лет.

Клееный материал для производства дверей на сегодняшний день пользуется большой популярностью, так как по качественным показателям ненамного уступает конструкции из массива, а стоит дешевле. Его делают из нескольких ламелей просушенной древесины и склеенных между собой особыми клеевыми составами. Для того чтобы конструкция из ламелей была достаточно прочной, их располагают перпендикулярно друг другу.
Большой ассортимент дверей изготавливают из МДФ – древесноволокнистых плит. Для их получения древесину подвергают глубокой переработке. Изделия из МДФ активно конкурируют на рынке с конструкциями из натурального дерева и привлекают покупателей своей доступной ценой. Также МДФ не подвергается деформации и воздействию насекомых или грибка, в отличие от натурального массива. Но срок службы такого изделия будет меньше.
Почему появляется брак в процессе производства двери из дерева?
Чтобы получить качественную деревянную дверь, следует отнестись к ее производству со всей ответственностью. Ошибки недопустимы ни на одном из этапов изготовления, иначе в результате получится бракованная входная конструкция, которая быстро придет в негодность.
Наиболее распространенные причины появления брака следующие:
Изготовление деревянных дверей происходит по следующим этапам:
- Подготовка древесины.
- Сборка изделия.
- Обработка лакокрасочными материалами.



Правильный выбор леса является основополагающим фактором, влияющим на получение качественного изделия. В процессе выбора важно обращать внимание на наличие таких дефектов:
- гнили;
- трещин;
- большого числа сучков;
- наличие следов от жучков-вредителей;
- повышенное количество смолы.
Лес подвергают распиловке на специальном оборудовании. После пиломатериал рассортировывают по качеству и размерам, а затем просушивают в сушильных резервуарах до показателя влажности 5-10%. Это необходимо для того, чтобы дерево не разбухало, и стало устойчивым к различным деформациям. Следующий этап – повторная сортировка с целью убрать древесину с большим количеством сучков, трещин и прочих дефектов.
Для производства каркасного щита выбирается самое лучшее дерево, из которого затем делают ламели. Их склеивают в мебельный щит. По желанию стоевые и поперечные элементы могут покрываться МДФ толщиной в 3 мм. Филенчатые детали также можно покрыть данным материалом в 12-15 мм.
Доски на углах скругляют, а выступающие части срезают под углом 45°. При этом в длину стандартные доски должны составлять около 2 м, а в ширину – 70-80 см. После установки всех составляющих элементов следует убедиться в отсутствии зазоров и щелей между ними.
Все процессы обработки конструкции производят на современном высокоточном оборудовании. С помощью него можно создать разнообразные узоры на дверном полотне, что позволяет предложить потребителю обширный ассортимент продукции. Для этого применяют разные декоративные техники: браширование, нанесение патины и т.д.
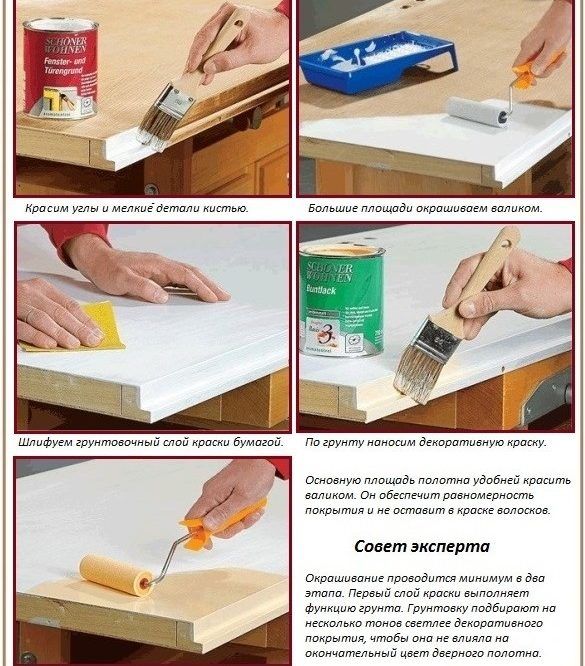
Если дверь не подвергалась шпонированию или ламинированию, следует выполнить наружную отделку специальными составами: акриловыми красками, полиуретановыми лаками и т.д. Их предложение на рынке очень разнообразно. Для удобства окрашивания лучше воспользоваться пульверизатором. Перед покраской двери следует обработать специальной грунтовкой. Теперь необходимо смонтировать требуемую фурнитуру и вставить дверь в готовый проем.
Просто и наглядно: порядок изготовления деревянных дверей
Нередко, выбирая из широкого ассортимента дверных конструкций человек не может подобрать идеально подходящую по всем параметрам дверь. Многие в результате останавливают свой выбор на одной из самых функциональных моделей. Иные же решают произвести изготовление деревянных дверей, полностью отвечающих требованиям владельца, самостоятельно.

Несомненно, наличие навыков работы плотника является существенным преимуществом. Однако, при желании даже человек без подобного опыта путем стараний, импровизации и с помощью некоторых инструкций способен изготовить необходимую конструкцию.
Популярным и недорогим материалом, пригодным для изготовления двери, являются пиломатериалы из деревьев сосновых пород. Использование ели нежелательно, поскольку структура дерева достаточно нестабильна и при обработке образуется большое количество сучков и сколов.

Изготовление красивых и ровных дверей из соснового дерева подразумевает, в первую очередь, правильный выбор и технологию подготовки досок. Необходимо выбирать пиломатериал ровной структуры, без явных сколов и изъянов. На цвет досок также необходимо обращать внимание. Наличие некоторой синевы на поверхности досок является прямым свидетельством грубых нарушений в технологии хранения. Использование таких досок весьма нежелательно, поскольку вскоре в них начнутся процессы гниения.
Для абсолютной уверенности в качестве используемого материала, а в последующем и всей конструкции двери, после покупки доски необходимо дополнительно просушить. Это необходимо сделать даже если их внешний вид идеален. Для этого, каждая из досок укладывается на прокладку, разделяющую бруски так, чтобы они не соприкасались друг с другом в теплом помещении с пониженной влажностью.

Изготовление деревянных дверей с применением таких манипуляций необходимо для удаления излишней влаги, обязательно находящейся внутри древесных волокон. Если упустить этот этап, в материале будет расти плесень, которая впоследствии разрушит изготовленную из таких досок дверь.
Место для просушки древесины должно отвечать следующим параметрам:
- Температура воздуха не ниже 25°C;
- Невысокий уровень влажности;
- Хорошая проветриваемость.
При таких условиях этап просушки занимает около 1,5-2 месяцев. Однако, этот процесс можно значительно ускорить путем использования специальных камер. В таких помещениях температура воздуха нагнетается до отметки около 50°C, но при этом нельзя превышать данное значение.
Производство деревянных дверей с нарушением технологии и превышением допустимого температурного режима в ходе просушки повлечет за собой вытекание из дерева смолистых веществ, основной функцией которых является скрепление волокон древесины.

Камера для сушки может быть обустроена в любом подходящем по параметрам месте, будь то гараж, склад или сарай. В процессе подобной сушки, пиломатериалы укладываются таким же способом, как и при просушке без обогрева воздуха.
Для изготовления качественной конструкции, позволяющей эффективно поглощать шумы и защищать от холода, необходимо иметь следующие инструменты:
- Комплект просушенных досок;
- Листы ДВП;
- Материал для изоляции;
- Столярный клей;
- Рулетка;
- Уровень;
- Рубанок;
- Стамеска;
- Дрель;
- Молоток с гвоздями и саморезы;
- Наждачная бумага;
- Фрезер;
- Дверные петли.
Как предписывает технология изготовления деревянных дверей, одну из сторон полотна необходимо сделать полностью ровной и обклеить ДВП с последующей укладкой утеплителя.
Исходя из внутренних размеров дверной коробки рассчитываются габариты будущей двери. Кроме этого, важно определить размеры зазоров сверху и снизу. Когда замеры сделаны, необходимо из листа ДВП вырезать прямоугольник, повторяющий форму и размеры будущей двери. В процессе изготовления необходимо особое внимание уделить углам. Их размеры должны составлять ровно 90°.

Для стандартной коробки с габаритами 200*90см необходимо обстругать 2 доски до толщины в 50 мм и ширины в 110 мм. Поскольку для осуществления свободного хода двери необходимы зазоры, полотно следует обстругать до размеров 192*82 см. Для входной конструкции зачастую применяются филенки в количестве 5 штук. Это позволяет использовать цельные отрезки пиломатериалов.
Далее необходимо обрезать 2 доски по 192 см длины и 4 штуки по 72 см. Кроме этого, необходимо учитывать шпильки размерами в 50 мм с каждой из сторон. При производстве деревянных дверей лучше всего использовать строго симметричное расположение филенок. Однако, при необходимости создания дверей с ассиметричными формами закрепление деталей будет производиться в необходимом для этого месте. Такая структурность не повлияет на функциональность изделия. Но не стоит забывать о пазах в 50 мм.
При проверочной сборке деталей, в случае полного совпадения элементов и отсутствия щелей в пазах выполняется сборка конструкции с проклеиванием. В случае необходимости дополнительного укрепления конструкции в месте стыков можно вбить чопики шириной в 10 мм. После высыхания клея необходимо произвести выравнивание конструкции до абсолютной гладкости.
При производстве деревянных дверей для закрепления филенок необходимо выбрать подходящий материал, вполовину тоньше основного.
Данные элементы выпиливаются из цельной древесины. Филенка должна плотно заходить в паз, не оставляя при этом никаких щелей. Одна из сторон должна быть абсолютно гладкой. Другая, по желанию, может быть украшена резьбой или любым иным способом. Филенки, во избежание последующей деформации листа ДВП, при установке должны располагаться на одном уровне с основной поверхностью.

После проверки точности соотношения всех параметров, филенки закрепляются с помощью саморезов, которые размещают под углом со стороны последующей накладки листа ДВП. Для придания эстетичности готовое изделие покрывается лакокрасочными материалами или морилкой.
Следующим этапом того, как делают двери своими руками из дерева, является установка петель. Одними из самых популярных являются изделия полушарнирного типа. С их помощью дверь устанавливается путем насаживания петель двери на ось сверху в открытом положении.

Изначально производится разметка петель на торце полотна и коробке. Сами петли крепятся к полотну при помощи подходящих по размеру саморезов. В случае возникновения перекосов, необходимо произвести корректировку положения петель. В противном случае конструкция будет подвержена самостоятельному открытию или закрытию.
В большинстве случаев производство деревянных дверей подразумевает так же их утепление и обеспечение шумопоглощающих свойств. Для достижения такого эффекта возможно применить внешнюю обивку изделия. Это осуществляется путем проклейки полотна ДВП слоем поролона, отступая при этом от каждого края по 10 мм. Впоследствии на эти свободные полосы будет прибиваться декоративный внешний материал. Однако, такой вариант подходит больше для входных дверей.

Утепление межкомнатного полотна проще всего осуществить путем наполнения пустот под листом ДВП слоем ваты или поролона.
Входные и межкомнатные двери от компании «Лаганаки», изготовленные из массива краснодарского дуба, высушиваются до мебельной влажности (8-10%) в конвективных сушильных камерах в течение двух с половиной месяцев. Затем в течение 2 недели изделия выдерживаются для снятия напряжения. При изготовлении всех изделий используется доска толщиной 30 мм и 50 мм.
После сушки, с помощью ленточнопильного станка, убирают всю кривизну по ширине и толщине, которая появляется вследствие деформации в процессе сушки.
Палубу изготавливают из необстроганной доски на станке «WINTERSTEIGER» (Австрия). Рейку и брусок изготавливают из доски на 4-х стороннем, 5- ти шпиндельный строганном «Staton» (Италия) или кромкообрезном станке.
Для изготовления филенок, верхника, нижника на «участок заготовки» задаются необходимые размеры мебельных щитов по длине, толщине и ширине, с указанием необходимости опалублевания.
Изготовленные по необходимым размерам, заготовки подвергаются фрезеровке на фрезерном станке (выборка четверти, пазов на коробках, изготовление фигареи на филенках, нарезание канелюров и т.п.) или с помощью ручных фрезеров (если деталь или заготовка имеет сложные нелинейные размеры).
Затем на фрезере-шипорезе («Progress») производится нарезание (фрезеровка) шипов на средниках, нижниках, верхниках, импостах и горбыльках будущих дверей, а на цепко-долбежном станке ф. «Lazzari»(Италия), проделывают пазы под шипы на стоевых, импостах и горбыльках. Затем столяры-сборщики на пневматическом прессе, собирают из деталей дверные полотна. После сборки полотен столяр-сборщик торцует полотно в размер, фрезерует отверстия под фурнитуру (замок, петли, ручка) в полотнах и коробках, укомплектовывает в блок наличниками, расширителями и передает заказ на «участок шлифовки», где вручную или с помощью электрических шлифовальных машинок на калибровально-шлифовальном станке подготавливают заказ к финишной отделке в «малярном участке».
В «малярном участке» происходит финишная отделка изделий с нанесением в малярной камере всех необходимых по технологии лако-красочных покрытий (тоны, грунты, эмали, патины и т.п. Затем, после окончательной просушки на «участке остекления и упаковки» производится остекление (витраж, стекло и т.п.) и монтаж филенок в дверные блоки, с помощью штапика или обклада. Изделие комплектуется необходимой фурнитурой и иными дополнительными элементами, маркируется и упаковывается перед отправлением к Клиенту. Сборка элементов дверей осуществляется исключительно на клей марки «Клейберит» (Германия), класс Д3, без применения дополнительного крепежа.
Технология производства межкомнатных дверных блоков
Стоевые, верхники, нижники и средники полотна состоят из брусков и палубы толщиной 3 мм – 3,5 мм. Толщина филенки может быть разной (22мм, 24 мм, 38мм). Все бруски и ламели подбираются с учетом направления волокон. Стандартная ширина стоевой, верхника и средника – 120мм, нижника – 165мм.
При изготовлении полотна, в котором филенки являются односторонними, применяются фрезы только от 37 филенки и 22 филенки. Такая филенка нового образца изготавливается только двусторонней. При односторонней филенке толщина ее составляет 19мм и 17мм.
Структура межкомнатной двери из массива
Технология производства уличных дверных блоков
Стоевые, верхник, нижник и средники полотна склеиваются из двух палуб 4-5 мм толщиной и основы из брусков примерно 40*40мм, ширина стоевой – 120 мм, толщина – 50 мм, высота нижника – 200 мм. Филенки набираются из ламелей размером 20мм*70мм, филенка состоит из 2х частей, посередине обязательно вклеивается пенополистирол, во избежании повреждения филенок, при перепаде температурного режима все бруски и ламели подбираются с учетом направления волокон.
Структура входной двери из массива
Существует два основных способа крепления филенок
Фасады филенок крепятся при помощи рейки с тыльной стороны + на микро-шпильки + силикон
Крепление штапиком на микро-шпильки + силикон. Крепление на обкладе всегда используется при изготовлении уличных конструкций. Высота стандартных филенок 300 мм и 460 мм (возможны и другие размеры, по желанию заказчика).
Шпильки затираются восковыми мелками в цвет изделия. Все филенки крепятся в стоевые обязательно с зазором примерно 5 мм с каждой стороны, т.к. массив набирает и отдает влажность, т.е. меняет габариты размеров (это зависит от сезонности).
Двери
из массива дуба
Лестницы
из массива дуба
Мебель
из массива дуба
Декор из массива
дуба и резьба
Санкт-Петербург, Васильевский остров, Большой пр., д. 56
Санкт-Петербург, Железноводская улица, д. 3, модуль 59А, 2 этаж.


Доброго времени суток уважаемые читатели и подписчики Блога Андрея Ноака. Сегодня мы поговорим про изготовление деревянных дверей.
Деревянная дверь, или ее еще называют дверь из массива, состоит из следующих составляющих:

Строение деревянной двери.
Такое строение двери получили из за следующих свойств:
- Сухой клееный щит является довольно легким, не подвержен короблению.
- Эстетический вид придаваемый облицовочным матераилом.
- Хорошая устойчивость дверей и долговечность их использования.
- Хорошая тепло- и звукоизоляции у межкомнатных дверей.
- Еще одним плюсом можно назвать легкость в очистке и гигиеническая безопасность дверей.
Итак дверь из массива состоит из:
- Клееного древесного щита или древесного массива. Щит изготавливается из бессучковой древесины, для того чтобы его можно было потом облицевать. Используется в качестве каркасса. Наилучшей породой, для изготовления клееного щита, считается сосна. Ведь именно сосна довольно проста в обработке, эта древесина является довольно мягкой, является устойчивой к биологическим повреждениям.
- Филенка — пластина вставляемая в каркасс двери для придания эстетических свойств. Изготавливается как из цельной древесины, так и из МДФ.
- Облицовочный материал. Это может быть как шпон, так и специально пропитанная бумага.
Причины возникновения брака при изготовлении деревянных дверей
Производство дверей очень ответственный и серьезный бизнес. Сама технология получения готовой двери состоит из множества сложных и ответственных операций, выполняя которые нужно соблюдать предельную осторожность и точность, дабы не произвести бракованную продукцию. Но как ни странно в столь длинной цепочке производства двери, брак возникает по довольно простым причинам:
- Плохо просушен материал.
- Недостаточное качество склейки. Здесь может подразумеваться как склейка брусков между собой, так и приклеивание шпона или облицовочной бумаги к двери.
Производство деревянных дверей начинается с правильного выбора леса, для этого круглый лес должен отвечать требованиям составляемым технологическим отделом. Каждый деревообработчик понимает, чем качественнее лес, тем большую прибыль от глубокой переработки древесины можно получить. А производство деревянных дверей это глубокая переработка древесины, в этом мы убедимся чуть позже. Вот перечень основных пороков древесины которые снижают полезный выход древесины при переработке:
- Большое количество сучков. А это второй (в меньшей степени) и третий рез (в большей степени) древесины.
- Гниль.
- Прорость.
- Свилеватость.
- Трещины.
- Смолянистость.
Далее лес распиливается на лесопильном оборудовании. Преимуществом при распиловке пользуется оборудование с максимально качественным распилом, оборудование на котором получается более качественный пиломатериал. К такому оборудованию можно отнести ленточные пилы, фрезерно брусующие линии. А вот к примеру лесопильные рамы имеют при распиловки не столь точную геометрию пиломатериалов, поэтому припуски на пиломатериале нужно увеличивать, что приводит к перерасходу в процессе сушки.
После распиловки леса и получения пиломатериалов, доски сортируются и сушатся в сушильных камерах до влажности 6-10%. Затем пиломатериал снова сортируется, из него убираются доски с большим количеством трещин, сучков.
Отсортированный и забракованный пиломатериал может продаваться отдельно. Пиломатериал пригодный для дальнейшей обработки поступает на производство клееного щита.
Технология производства клееного щита предполагает придание геометрических размеров высушенному пиломатериалу. Далее пиломатериал раскраивается на ламели из которых получаем клееную древесину, подробнее здесь. Из склеенных ламелей после острожки получают клееный щит, который является продуктом глубокой переработки древесины. На видео все подробно рассказано:
Еще одним материалом из древесины, который нам нужен для изготовления деревянных дверей, является МДФ. Этот материал получают по схеме схожей с производством ДСП. Отличием является только процесс осмоления и получения волокна.
Далее получаются двери:
Удачи и до новых встреч, с вами был Андрей Ноак!
Позвольте представиться. Меня зовут Василий. Я уже более 15 лет являюсь частным предпринимателем. Я считаю, что в настоящее время являюсь профессионалом в своей области и хочу помочь всем посетителям сайта решать сложные и не очень задачи. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте всегда необходима консультация с профессионалами.






