
Сегодня предлагаем вашему вниманию статью на тему: "оборудование для производства металлочерепицы". Мы постарались в полной мере раскрыть тему и объяснить все доступным языком. Все свои вопросы вы можете задавать в комментариях к статье. Наш эксперт будет оперативно на них отвечать.
Содержание
- 1 Производство металлочерепицы: технология и оборудование
- 2 Производство металлочерепицы: сырье, технология и оборудование
- 3 Оборудование для производства металлочерепицы – технология изготовления
- 4 Оборудование, применяемое в производстве металлочерепицы
- 5 Производство металлочерепицы: от технологии до сбыта
Производство металлочерепицы: технология и оборудование
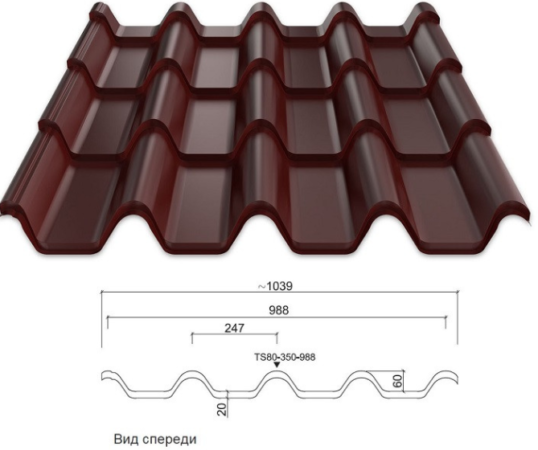
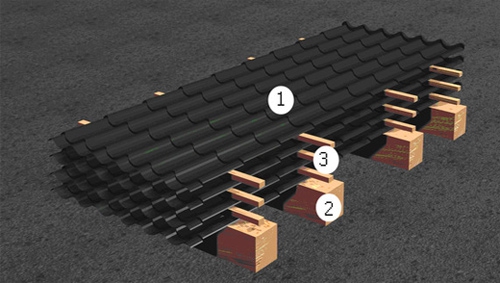
Кровельная черепица представляет сбой стальной профилированный материал с нанесенным на него защитным слоем. С каждым годом в строительстве малоэтажных зданий, дач и коттеджей спрос потребителей на черепицу растёт. Прежде всего, черепица обращает на себя внимание как материал, имитирующий классическую черепицу из натурального керамического состава. К тому же вид кровли, покрытой металлочерепицей, очень эффектен.
Металлочерепица легка, проста в монтаже, долговечна и имеет вполне доступную цену. Эти качества позволили ей почти полностью вытеснить с рынка строительных кровельных материалов такие изделия как шифер, рубероид и незащищённый стальной лист. Красивые и прочные кровли уже многочисленных построенных зданий способствуют продолжению увеличения спроса на метталочерепицу. По этим соображениям отличный вариант современного бизнеса на стройматериалах — открыть завод по производству металлочерепицы в России.
Опытные производители предпочитают для изготовления черепицы использовать тонкий оцинкованный лист с нанесённым полимерным покрытием, толщина которого составляет 0,5 миллиметра. Это самый популярный материал на черепичном рынке, так как его стоимость ниже всех других вариантов, предлагаемых производителями. Продажи черепицы, изготовленной по ГОСТ 14918 и ГОСТ 30246-94, на рынке стройматериалов составляют до 80% от объёма всех изделий этой группы.
Наша оценка бизнеса:
Стартовые инвестиции — 5 700 000 рублей.
Насыщенность рынка — средняя.
Сложность открытия бизнеса — 7/10.

Только крупным предприятиям под силу осуществлять полный цикл изготовления металлочерепицы. А он начинается с металлургического предприятия, где производится листовая сталь путём горячей прокатки. Затем следует процесс нанесения на стальной лист цинкового слоя. Затем оцинкованный листовой материал дополнительно покрывается защитными слоями из полимеров и красителей, после чего происходит станочное профилирование черепицы и обрезка её по заданным размерам.
Предприятия малого масштаба используют для изготовления черепицы уже готовый листовой прокат с защитными покрытиями, который в рулонах поставляют металлургические заводы. В этом случае технология производства металлочерепицы намного проще. На предприятиях выполняется только последний этап производства – профилирование черепичных панелей и обрезка их по требуемому размеру.
Перечислим этапы этого производства:
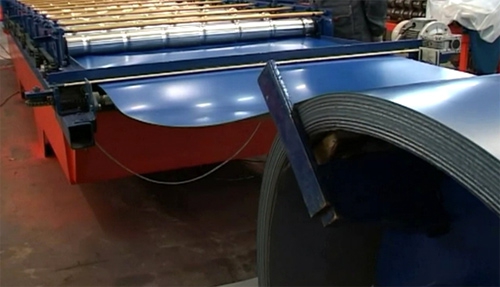
- установка доставленного рулона листовой стали с покрытием на размоточное приспособление;
- затравливание в первые вальцевые барабаны начала ленты;
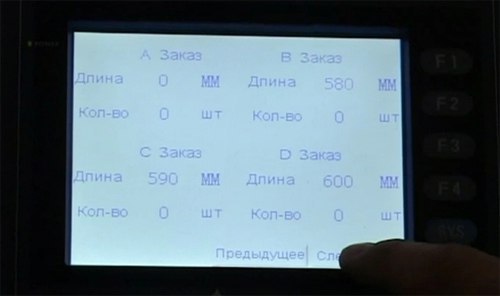
- программирование параметров черепичного листа с помощью компьютерной панели управления (длина, ширина, форма профиля);
- после запуска станочной линии холодный лист попадает в металлопрокатный стан, где происходит формирование волнового профиля;
- с помощью гидравлических гильотинных ножниц на выходе из прокатного стана происходит обрезка листа по длине заданных черепичных элементов;
- готовая продукция складируется на деревянных поддонах, между листами прокладываются слои бумаги, боковые поверхности защищаются картонными листами и затем пачка упаковывается с помощью металлического жгута.
Распространён и другой технологический приём производства изделий из листового стального сырья – покрытие антикоррозионными составами происходит уже после пропускания листа через прокатный или гибочный стан. Это сильно усложняет производство, требует дополнительного оборудования и рабочей силы. Но здесь имеются и преимущества, так как при прокатывании листа с нанесенными заранее защитными покрытиями возможны их мелкие повреждения, дефекты.
Большинство покрытий листа в рулоне обладают высокой устойчивостью к механическим воздействиям, перепадам температуры и износу. Это даёт возможность производить прокат листа с уже нанесенными покрытиями. В остальном технология изготовления черепицы очень похожа на изготовление профнастила, только профиль кровельного материала уже другой и формат раскроя листов также имеет иные размеры.
Основными видами оборудования для изготовления черепицы являются станки автоматического и полуавтоматического действия. На современном рынке оборудования представлены большое количество станочных и автоматических линий для этого производства. У каждого оборудования своя производительность, свои возможности и своя себестоимость продукции.

Многие бизнесмены предпочитают отечественных производителей оборудования, ведь его качество не уступает импортному. К тому же зарубежные поставки обходятся заказчикам значительно дороже – здесь играют роль расходы на перевозку грузов на большие расстояния и таможенные пошлины.
Важно при выборе станков изучить их комплектацию, от этого напрямую будет зависеть стоимость. Но, с другой стороны, дорогие станки позволяют производить выпуск черепичной продукции в гораздо более широком ассортименте.Купить оборудование для производства металлочерепицы следует у той компании, которая возьмёт на себя обязательства по его установке, пусконаладке и обучению рабочего персонала. К тому же очень важно то, какой срок гарантии на работу станков даёт компания, на каких условиях возможен послегарантийный сервис.
Линия по производству металлочерепицы у отечественного производителя, способная изготовить два типа черепичного профиля, стоит до 1.5 миллионов рублей. Её производительность равна 6 кв. метров в минуту. А вот другая линия, производительность которой выше на 2 кв. метра в минуту, уже будет стоить 2 миллиона 800 тыс. рублей.
Для предпринимателя, освоившего собственное производство металлочерепицы, вполне достаточна производственная площадь цеха в 100 кв. метров. Обычно станочная линия-автомат обслуживается одним человеком и больших затрат по электроэнергии не создаёт. Высокая производительность оборудования в автоматической линии сочетается с эталонным стыковочным профилем черепицы, лёгкостью её последующего монтажа на кровле. Цена оборудования для изготовления металлочерепицы в виде станка-автомата, как уже сказано выше, составляет 1 мил. 500 000 рублей.
Все механизмы линии работает в полностью автоматическом режиме, управление осуществляется оператором с жидкокристаллической панели. Он программирует скорость перемещения листа по конвейеру, устанавливает все режимы работы, включая количество листов.
Дальнейшая работа оборудования не требует вмешательства человека:
- с рулонного разматывателя лист поступает в фигурный прессовый стан, после гибки в котором он получает форму черепицы;
- гильотинные ножницы нарезают листы нужного размера;
- готовые изделия подаются на фасовочный стол.
Для автоматической линии не требуется больших производственных площадей, нет необходимости беспокоиться о технологических процессах при изготовлении продукции. При этом автоматический режим производства отличается высоким качеством выпускаемой продукции. А длина площадки для размещения оборудования составляет всего лишь 20 метров. Особых условий в цехе создавать нет необходимости, так как материал черепицы не обладает токсичностью и совершенно безвреден для человека.
Станок для металлочерепицы CX 24 относится к профилегибочному оборудованию и предназначен для производства из оцинкованного стального листа с защитным полимерным покрытием металлочерепицы. Толщина металлического листа на входе в гибочный пресс не должна превышать 0,6 мм. Оборудование позволяет получать продукцию высокого качества, так как в нём выполняется автоматическое слежение за точностью процесса прессования и резки.
Линия относится к классу станков с ЧПУ и обладает многими преимуществами перед обычными станками.

Основной станок для производства металлочерепицы – профилегибочный стан. Конечно, можно купить и отдельно аппарат, рассчитанный на пошаговое изготовление продукции и требующий ручного труда рабочего. Тогда придётся вооружиться болгаркой, разметочной линейкой и ещё некоторыми ручными инструментами. Скорее всего, такой вариант производства окажется малопродуктивным, и рассчитывать на большую прибыль, работая с ним, не придётся.
На отечественном рынке производителей оборудования для черепицы главным поставщиком является профилегибочный завод в Липецке. Среди поставок своего оборудования этот завод предлагает различные комплектации станков, позволяющих выпускать черепицу видов Каскад, Банга, Мотререй и Шанхай. Цена станков для изготовления металлочерепицы липецкого завода, в частности линии-автомата «Каскад 20», равна 2 мил. 900 тыс. рублей. Такая линия имеет производительность до 7 кв. метров черепичного материала в минуту.
Если бюджет предпринимателя ограничен, он может купить другую линию стоимостью 2,5 млн. рублей. Производительность её также высока и составляет 10 метров погонных изделия в минуту. На ней можно производить лишь один вид черепицы – «Каскад — 21». Это оборудование производится также в Липецке на заводе строительных лёгких конструкций.Цена линии не включает пуско-наладочные работы, но их можно организовать за дополнительную предоплату компании.
Интересные материалы:
Минимальный состав оборудования для организации черепичного производства и его стоимость:
- погрузчик вилочный – 98 572 руб.;
- пятитонная кран-балка – 159 500 руб.;
- станочная линия – 2 млн. 900 тыс. руб.
В сумме набегает цифра в 3 млн. 150 тыс. рублей. Конечно, это не всё, чтобы начать активную фазу производства. Немало средств потребует аренда или строительство помещения для цеха. Оно должно быть достаточно светлым, а площадь должна составлять не менее 300 кв. метров. Цех нужно электрифицировать и иметь к нему хорошие подъездные автомобильные пути. Не будет лишней и железнодорожная ветка, подходящая прямо к зданию цеха. Ведь при работе линии на всю мощность объём продукции за смену будет очень большим.
Для стоянки вилочного погрузчика в цехе должна быть выделена отдельная площадка, понадобится и скромная бытовка с душевой комнатой. Дополнительная площадь потребуется для временного складирования как готовых листовых изделий, так и рулонов со стальной лентой.
Технико-экономический анализ открытия производства черепицы
Для того, чтобы анализ был реальным и по нём можно было с надёжностью ориентироваться на предстоящую предпринимательскую деятельность, он должен учитывать большое число факторов бизнеса. Любые ошибки впоследствии приведут к непредсказуемым результатам работы и лишним разочарованиям.
Рассчитаем общую сумму капитальных вложений в бизнес на первом его этапе – становлении производства черепицы:
- затраты на возведения цехового здания, на покупку оборудования – 4 млн. рублей;
- доставка оборудования и пуско-наладочные работы производственной линии – 500 тыс. рублей;
- первоначальная закупка листового сырья на металлургическом заводе – 1 млн. рублей;
- более мелкие, непредвиденные расходы – 0,2 млн. рублей.
В сумме на это потребуются инвестиционные вливания в количестве 5 млн.700 тыс. рублей.
Для расчёта прибыльности и окупаемости бизнеса необходимо учесть следующие экономические показатели:
- производительность автоматической станочной линии – 210 кв. метров в час;
- средняя загрузка оборудования в смену – 5 часов;
- количество рабочих дней в месяце – 23;
- месячная производительность черепичного цеха – 24 150 кв. метров;
- цена одного кв. метра продукции – 190 рублей;
- месячная выручка предприятия – 4 млн. 580 тыс. рублей;
- чистая прибыль за месяц работы – 400 000 рублей.
При таком бизнес плане по производству металлочерепицы рентабельность получается достаточно высокой и время окупаемости капитальных вложений можно легко рассчитать: 5 700 000/400 000 =14 месяцев стабильной работы предприятия.
Большие капитальные вложения и интенсивные организационные работы могут показаться бесконечными. Но это лишь на этапе подготовки производства и пуско-наладки оборудования. А вот полтора года производства и продаж металлочерепицы как бизнеса, постепенное налаживание сотрудничества с фирмами-посредниками обычно пролетаю очень быстро. Переход предприятия на высоко прибыльный режим происходит как само собой разумеющееся явление, как закономерный результат любой продуманной деятельности.
Производство металлочерепицы: сырье, технология и оборудование

Привлекательность металлочерепицы перед многими другими кровельными материалами объясняется множеством факторов: и легкостью материала, что позволяет облегчить конструкцию крыши, и красотой, и простотой монтажа, и долговечностью. Немалым достоинством является и доступная стоимость, а последняя обуславливается методом производства МЧ.
Металлочерепица – многослойный материал, а это означает и разнообразное сырье, и довольно сложную технологическую линию. Весь процесс включает в себя получение листовой стали, оцинковку, горячую прокатку и так далее, а это под силу только крупным промышленным предприятиям.
Значительно чаще производство разделяется на 2 этапа: оцинкованный лист с готовым полимерным покрытием производится на крупных заводах, а формовка проводится на малых и средних предприятиях.
 Исходным материалом для МЧ выступает рулонная холоднокатаная листовая сталь, чьи параметры регламентирует ГОСТ 19904-90. Материал получают на крупных металлургических заводах, поскольку он требует дорогостоящего оборудования и производится по сложной технологии.
Исходным материалом для МЧ выступает рулонная холоднокатаная листовая сталь, чьи параметры регламентирует ГОСТ 19904-90. Материал получают на крупных металлургических заводах, поскольку он требует дорогостоящего оборудования и производится по сложной технологии.
Лист нужной толщины – 0,45–0,55, хотя бывают и другие параметры, формируется на прокатном стане, после чего изделие подвергается цинкованию. Технология достаточно проста, но возможна лишь в производственных условиях: лист погружается в ванну с расплавленным при 460 С цинком. Изделие покрывается равномерным слоем одинаковой толщины, что гарантирует защиту железа от коррозии.
Таким образом цинк можно назвать вторым исходным компонентом при изготовлении. Толщина слоя зависит от категории изделия:
- повышенный – толщина не менее 350 г/кв. м. Листы рассчитаны на эксплуатацию в очень тяжелых погодных условиях;
- 1 класс – не менее 258 г/кв. м. Такая защита достаточна, чтобы разрешить использование материала для внешних работ;
- 2 класс – толщина слоя не превышает 142,5 г/кв. м. ГОСТ допускает применение таких изделий только внутри помещений.
Грунтовочный слой служит для повышения адгезии поверхности: как правило, органические материалы с трудом соединяются с металлами. А вот полимерное покрытие выступает 3 важным компонентом композитного «пирога». Используются несколько разных веществ:
- полиэстер – самый популярный, поскольку самый доступный по стоимости. Возможен в глянцевом или матовом варианте. Такое покрытие рассчитано на 10–30 лет эксплуатации;
- пластизол – рельефное покрытие повышенной толщины –200 мкм, что обеспечивает высокую механическую прочность. Однако не стоек к УФ-облучению и довольно быстро выгорает;
- пурал – материал на основе полиуретана, толщина слоя составляет 50 мкм. Материал очень стоек к повреждениям и выдерживает большие перепады температур – до 120 С. Однако пластичностью не обладает, поэтому при сгибании может повреждаться. Для покрытия сложной кровли, особенно с плавными обводами, его лучше не использовать;
- ПВДФ – смесь акрила и поливинилфторида. При толщине слоя в 27 мкм отличается превосходной прочностью и износоустойчивостью. Выделяется химической инертностью: такое покрытие рекомендовано для зданий на морском побережье, вблизи промышленных объектов и прочее.
Выбор сырья заметно влияет на стоимость конечного продукта, поэтому так важно при приобретении МЧ учитывать все значимые факторы. Про станок для изготовления металлочерепицы, особенности и цены на другое оборудование и линию по производству профнастила для заводов расскажем ниже.
Собственно производство оцинкованной стали с полимерным покрытием осуществляется только на крупных предприятиях. Как правило, объектом внимания малого и среднего бизнеса оно не является. Профилирование и нарезка могут осуществляться на объектах, куда меньшего масштаба.
При таком подходе сырьем выступает рулон оцинкованной стали с готовым защитно-декоративным слоем – его использовать удобней и дешевле, чем нарезанную на листы сталь.
Приобрести можно готовую линию. Различают 2 типа:
Оборудование для производства металлочерепицы – технология изготовления

Единственный этап который изменяется в соответствии с технологическими и производственными новшествами — нанесение защитного слоя полимера. Это связано с тем, что новые виды полимеров создаются достаточно часто и применение самых передовых разработок способствует улучшению эксплуатационных качеств кровельного материала.
- прокат основы из оцинкованного листа стали;
- нанесение защитных покрытий («пассивировка»);
- нанесение полимеров;
- профилирование;
- нарезка и упаковка.

- компании по производству металлочерепицы из Швеции используют очень тонкий металл — всего 0,4 мм. Благодаря этому, полученная металлочерепица имеет малый вес, но в то же время она требует аккуратного обращения в процессе монтажа кровли. Ввиду такой требовательности, некоторые строительные компании отказываются от использования шведской металлочерепицы;
- производители металлочерепицы в России предпочитают использовать более толстую основу. Но металл толще 0,55 мм плохо поддается формовке, поэтому для производства такой черепицы используется специализированная линия по производству металлочерепицы. Кровля из такого материала получается тяжелой и жесткой. Но относительно большая толщина негативно сказывается на качестве стыков кровли. Поэтому при монтаже необходимо применять особый подход.
- Идеальным вариантом можно считать черепицу, которая производится из основы толщиной 0,5 мм. Такая черепица формируется относительно легко и имеет хороший запас прочности. Наиболее широко подобная технология применяется финскими производителями.
- пассировка;
- грунтовка;
- покрытие полимерами;
- нанесение защитного лака.

Полимерный состав наносится на металлочерепицу только с лицевой стороны. На тыльную сторону листов наносят бесцветное защитное покрытие.
- полиэстер. Толщина такого слоя составляет 25 мкм. Материал отличается высокой износоустойчивостью и хорошими показателями теплоустойчивости. При формовке полиэстер не склонен к повреждению, поэтому профиль можно поддавать штамповке с уже нанесенным слоем полимера. К другим достоинствам полиэстера можно отнести низкую стоимость;
- пурал. Толщина покрытия — до 50 мкм. Покрытие отличается приятной шелковисто-матовой структурой поверхности. Ввиду большей толщины защитного слоя, пурал плохо переносит формовку, но в то же время обеспечивает высокую устойчивость к внешним факторам;
- пластизол. Толщина защитного слоя составляет 200 мкм. Материал имеет хорошие показатели устойчивости к механическим повреждениям и перепадам температур. Но черепица, покрытая таким материалом, подвержена нагреванию под лучами солнца. В результате этого она достаточно быстро выцветает.
Оборудование, применяемое в производстве металлочерепицы
Металлочерепица является популярным кровельным материалом. Он произведён из тонколистового металлопроката, с помощью холодной формовки и нарезки. Конечное изделие представляет собой многослойный материал из разнообразного сырья.
Полноценный цикл производства металлочерепицы включает в себя такие этапы:
- получение стальных листов;
- оцинковку;
- горячий прокат;
- грунтование;
- покрытие защитными составами и т. д.
Все под силу лишь крупным производствам.
Процесс изготовления металлочерепицы, как и любое другое производство профнастила, разделяется на 2 стадии:
- Процессы, доступные для крупных заводов, а именно: получение оцинкованного листового проката и нанесение декоративного покрытия.
- Процессы, доступные для средних и малых производств, а именно те, которые связаны с профилированием и нарезкой стальных листов.
Рациональным и экономически обоснованным решением является организация собственного малого предприятия по профилированию и нарезке оцинкованной стали для изготовления металлочерепицы с заключением договора поставки необходимого сырья.
Технологические линии производства металлочерепицы
Для реализации 2-й стадии процесса изготовления металлочерепицы можно приобрести готовую технологическую линию. Есть 2 типа:
- автоматическая линия, исключающая участие человека в производственном процессе, кроме этапа ввода необходимых параметров листа;
- полуавтоматическая линия, требующая контроля специалистами на всех её узлах.
Основная технологическая особенность автоматической производственной линии – это предусмотренная в ней автоматическая система управления (АСУ). Она обеспечивает высокую эффективность при согласовании и управлении рабочим процессом всего оборудования, которое задействовано для получения металлочерепицы.

Класс точности производства – не больше 0,5 мм. Благодаря возможности смены настроек АСУ, удается существенно сэкономить на процессе, сократив промышленные отходы.
Преимуществом полуавтоматической технологической линии является её относительно невысокая стоимость. Однако сопутствующим недостатком этого варианта капиталовложений является задействование большего количества специалистов для контроля каждого этапа производства.

Технические параметры линий производства металлочерепицы зависят от создаваемого типа профиля и мощности привода.
Оборудование для изготовления металлочерепицы, которое входит в технологическую линию
Для процесса производства понадобится:
- Разматыватель.
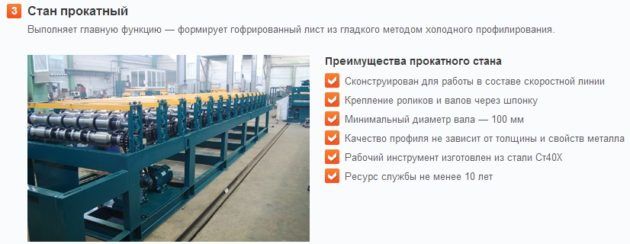
- Прокатный станок.
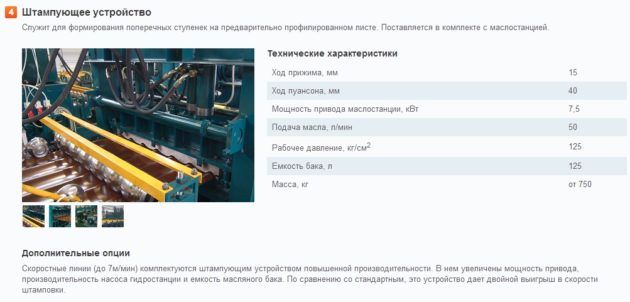
- Гидравлический пресс.
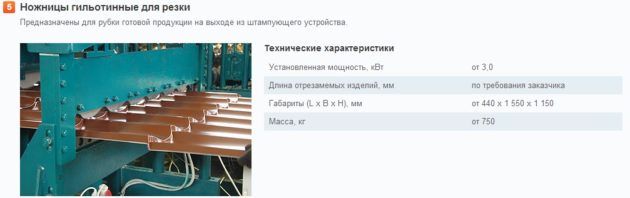
- Гильотина.
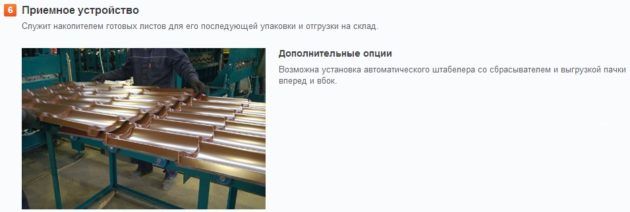
- Приёмный стол.
Разматыватель. Аппарат, в который устанавливается рулон оцинкованной стали. Он нужен для последующей подачи листового проката на прокатный стан для металлочерепицы. Разматыватель может работать в автоматическом, ручном и реверсивном режимах. Как правило, потребляемая мощность агрегата равна 2200 Вт при значении грузоподъёмности, равном 8 т. Параметр разжима лопастей у разматывателя равен 51–61 см. Узел, в зависимости от пожеланий заказчика, может быть оборудован гидравлическим либо механическим приводом.

Прокатный станок. Агрегат для проката листа из рулона оцинкованной стали с помощью роликов определённой формы. Для повышения быстроты и точности прокатки устройство оборудовано электромеханическим двигателем, который состоит из нескольких сервоприводов. Предельная скорость проката равна 12 м.п/мин.
Гидравлический пресс. Устройство для создания на плоской оцинковке волн поперечного направления. Нижняя и верхняя матрицы пресса обладают наборным типом конструктивного исполнения.
Гильотина. Это приспособление необходимо для равномерного и высокоточного нарезания листов металлочерепицы. К гильотине может быть предусмотрен гидравлический или механический привод.
Приёмный стол. Узел для приёма и отвода изделия на специальную платформу. Этот стол нужен, чтобы исключить вероятность повреждений декоративного слоя покрытия изделия при его укладке. Он оборудован приводом с мощностью 570 Вт.
Чтобы организовать работу производства, кроме оборудования для изготовления металлочерепицы, в станочной технологической линии у предприятия должно быть грузоподъёмное промышленное оборудование (погрузчики, мостовой кран или таль) и транспорт.
Технология производства металлочерепицы (профилирование и нарезка)
Профилирование и нарезка оцинкованного проката – это процессы финальной стадии создания металлочерепицы, доступные даже небольшим производственным предприятиям.
Последовательность этапов реализации производственного процесса на автоматической производственной линии:

- постановка рулонной стали с декоративным покрытием на разматыватель;
- подача конца оцинкованной ленты в первые вальцевые ролики;
- задание параметров на ЧПУ для получения листов черепицы нужных размеров;
- при запуске технологической линии, холодная оцинковка попадает в прокатный станок для выравнивания стального листа и дальнейшей подачи его на гидравлический пресс;
- прессом создаётся волновой профиль согласно с заданными размерами;
- созданный профиль подаётся на гильотину для обрезки по длине, заданной в ЧПУ;
- готовые изделия складируются на специальные деревянные поддоны (между листами прокладываются бумажные слои, для защиты от царапин).
При полуавтоматической технологической линии, каждый этап процесса изготовления металлочерепицы контролируется человеком.
Покрытия, предусмотренные на рулонном металлопрокате, обладают высокой стойкостью к механическим воздействиям и температурным перепадам. Это позволяет выполнять прокат и профилирование оцинковки без повреждений ранее нанесённого покрытия.
Покрытие металлочерепицы антикоррозийными составами
Существует и другой технологический подход в производстве продукции из листового проката, а именно, нанесение антикоррозионных составов после профилирования и нарезания листов металлочерепицы.
Такой метод существенно усложняет производственный процесс, потому что нуждается в дополнительном оборудовании и человеческих трудозатратах. Основным преимуществом этого приёма является то, что в процессе прокатки листа исключаются вероятные повреждения защитного покрытия.
Главным предназначением покрытия на листах металлочерепицы является защита от образования и развития коррозии на стальной основе материала. Помимо этого, такие покрытия придают изделию свойственный ему внешний вид и защищают от негативных воздействий солнечных лучей. От качества нанесённого антикоррозийного слоя зависит срок службы металлической черепицы.

В технологическую линию по производству металлочерепицы может быть включена аппаратура для нанесения полимерных составов в автоматическом режиме. Технология антикоррозийного покрытия будет выполняться следующим образом:
- пассировка;
- нанесения грунта;
- покрытие полимерным составом;
- нанесение защитного лака.
Полимерная краска наносится на металлочерепицу лишь с лицевой стороны. Тыльная сторона листа покрывается только бесцветным защитным лаком.
В качестве полимерного покрытия могут применяться такие составы:
Полиэстер. Толщина слоя покрытия этим составом должна не более 25 мкм. Это износостойкий и теплоустойчивый материал. Полиэстер не склонен к повреждениям при механических воздействиях во время формовки, а значит, профиль можно штамповать с этим полимерным покрытием. Низкая стоимость полиэстера, является его ещё одним существенным преимуществом.

Пурал. Толщина слоя — не более 50 мкм. Особенностью состава является придание приятной на ощупь бархатисто-матовой структуры поверхности. Из-за достаточно толстого защитного слоя пурал плохо выдерживает профилирование и нарезку, однако хорошо защищает от негативных воздействий внешних факторов.
Пластизол. Защитный слой должен быть не меньше 200 мкм. Этот полимерный состав обладает хорошими показателями сопротивляемости к механическим воздействиям и температурным перепадам. Однако негативным качеством пластизола является то, что он довольно быстро выцветает под воздействиями прямых солнечных лучей.

После нанесения полимерного состава на оцинковку, прокат попадает в формовочный стан, где ему придаётся необходимый профиль (если в качестве полимера будет применяться пурал, оцинковка сначала профилируется, а потом покрывается им). Затем профиль нарезается на отдельные листы и упаковывается.

Для изготовления металлочерепицы применяется рулонная холоднокатаная тонколистовая сталь. Этот материал производится на крупных производствах металлургической отрасли. Получить тонколистовую сталь довольно сложно, потому что для этого нужно дорогостоящее оборудование и большие площади.
Для производства металлочерепицы оптимальна листовая оцинкованная сталь толщиной от 0,45 до 0,55 мм. Технология этой процедуры довольно проста, однако возможна только в промышленных условиях: сталь погружается в специальную ванну с разогретым до 460°С цинком. В результате этого стальной лист равномерно покрывается слоем цинка, что обеспечивает защиту железа от коррозии. Поэтому цинк тоже можно считать сырьём в производстве.
Толщина цинкового слоя зависит от класса изделия.
Высокий класс устойчивости к коррозии – расход цинка не меньше 350 г/м 2 . Такие изделия рассчитаны на использование при агрессивных погодных условиях.
Первый класс – не меньше 258 г/м 2 . Такой расход цинка обеспечит нужную толщину защитного слоя, чтобы материал использовался для наружно-отделочных и кровельных работ.
Второй класс – расход цинка не выше значения 142,5 г/м 2 . Оцинковка этого класса предназначена только для внутренних работ и не подходит для производства металлочерепицы.
Изготовление металлической черепицы является сложным производственным процессом, к которому предъявляют довольно высокие требования. Любые попытки упростить эту процедуру могут обернуться серьёзным снижением качества конечного изделия.
Видео по теме: Производство и особенности материала
Производство металлочерепицы: от технологии до сбыта
Металлочерепица – кровельная профилированная сталь с декоративно-защитным цветным покрытием. Этот надежный, прочный и красивый вид скатной кровли с каждым годом имеет все больший потребительский спрос в малоэтажном, коттеджном, дачном строительстве. Привлекает людей эффектный внешний вид, имитирующий натуральную черепицу; легкость металла, позволяющая сэкономить на мощности кровельной конструкции, фундамента, доступная цена и простота монтажа.

Растущие темпы малоэтажного строительства (10-14% ежегодного прироста) и постепенное изменение потребительского спроса на устаревшие покрытия (шифера, рубероида) в сторону прочных и красивых металлических кровель позволяют предположить, что с каждым годом спрос на металлочерепицу будет неуклонно расти.
Для открытия производства металлочерепицы рекомендуется выбрать ООО как форму собственности для юридического оформления будущего предприятия. Система налогообложения – на общих основаниях.
При регистрации следует указать такой код основного вида деятельности: 27.33 «Производство гнутых стальных профилей».
Сбыт металлочерепицы планируется осуществлять тремя путями:
- Оптовые продажи дилерам, стройбазам, специализированным строительным супермаркетам;
- Розничные продажи, работы по спецзаказам;
- Оптово-розничные поставки в строительные магазины.
Поэтому необходимы и дополнительные виды деятельности с соответствующими кодами: 51.53.24 «Оптовая торговля прочими строительными материалами», 52.46.73 «Розничная торговля металлическими и неметаллическими конструкциями и т.п.».
Металлочерепица не подлежит обязательной сертификации, а для прохождения добровольной и получения соответствующего сертификата качества необходимо при изготовлении придерживаться нормативов ГОСТ 24045-94.
Особенности выбора помещения для производства металлочерепицы
Помещение для производства металлочерепицы должно быть отапливаемым (не ниже +4 С°), быть подключено ко всем коммуникациям, иметь разделение на складскую и производственную зону, иметь подъездные пути для грузового автотранспорта. При выборе помещения по размеру площади, следует учесть габариты стандартной линии 15 х 2,7 х 2м (длина-ширина-высота) и особенности хранения, не позволяющие складировать упаковки листов в многослойные конструкции во избежание повреждений покрытия. Поэтому оптимальный размер площади мини-завода с работающей одной линией – 250-300 м 2 .

Другие требования:
- ровная поверхность пола с бетонным покрытием;
- грузоподъемная спецтехника;
- электросеть в 380В.
Полный технологический процесс производства металлочерепицы (изготовление листовой стали, горячая прокатка, оцинковка, покрытие защитными антикоррозийными слоями и декоративным верхним покрытием с последующим прогоном через металлогибочный станок, нарезкой и упаковкой) достаточно сложен, поэтому им занимаются только крупные заводы.
Для малых и средних предприятий производство металлочерепицы методом холодного проката предусматривает следующий технологический процесс:
1. Готовый рулон оцинкованной листовой стали с полимерным покрытием устанавливается на разматыватель;
2. Начало стальной ленты пропускается через передние вальцы прокатного стана;

3. Автоматической системе управления (САУ) задается программа с нужными параметрами (длина листа, высота волны, ширина шага расположения волны и т.д.). Максимальная длина листа – 8м, но такие размеры изготавливаются исключительно под спецзаказ, поскольку из-за длины повышается риск преломления при хранении, транспортировке и монтаже. Оптимальная длина – 4м, ширина в любом случае стандартна – 1250 мм;
4. По нажатию кнопки линия запускается. Лист, проходя через вальцы металлопрокатного стана, подвергается продольной прокатке с поперечной штамповкой, и принимает нужную форму «волны»;

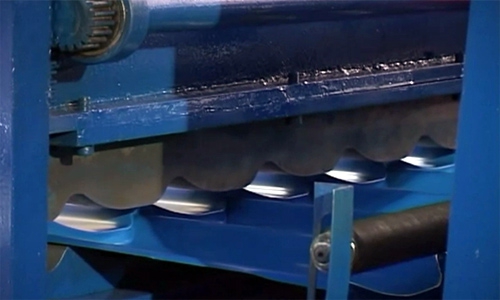
5. Гидравлические ножницы (гильотина) фигурно обрезают каждый лист металлочерепицы в соответствии с рисунком волны по длине, запрограммированной оператором, после чего готовый лист подается на стол-приемник;

6. На поддоне листы складываются в пачки для последующей упаковки и хранения.

7. Упаковывается металлочерепица в паллеты, фиксируясь на деревянном поддоне с помощью металлического жгута. Чтобы не повредить декоративное покрытие при транспортировке и хранении следует проложить листы бумагой или полиэтиленовой пленкой, защитив боковины стопки картонными прокладками.
Для производства металлочерепицы существуют полуавтоматическое и автоматическое оборудование. Для расчета бизнес-плана предприятия по изготовлению качественной металлочерепицы с минимумом брака, максимальной производительностью и точностью размерных листов для правильной состыковки и легкости монтажа, планируется приобретение линии-автомата стоимостью в 2 350 000 руб.

Данная линия предназначена для изготовления металлочерепицы наиболее популярных видов:
- Монтеррей Стандарт,
- Монтеррей Супер,
- Монтеррей Макси из оцинкованной стали толщиной в 0,3-0,8 мм с любым декоративным покрытием.
В стоимость входит:
- разматыватель рулона,
- автоматический роликовый нож для обрезки металлической линии,
- прокатный стан,
- штамповщик-формирователь волн,
- фигурные ножницы гильотины для обрезки листов,
- автоматический укладчик,
- приемный стол;
- установка, обучение персонала, сервисное обслуживание.
Помимо автоматической линии планируется приобретение:
- подъемника для переноса рулонной стали и готовой продукции, б/у – 200 тыс. руб;
- вилочного транспортера для погрузки металлочерепицы – 300 тыс. руб.
Итого капитальные инвестиции: 2 850 000 руб.
Сталь оцинкованная рулонная (0,45 мм; 0,5 мм; 0,55 мм)*1250 мм по ГОСТ 14918-86 (не ниже 2-го класса), с полимерным покрытием по ГОСТ Р 52146;
Сталь оцинкованная с защитно-декоративным покрытием, рулонная (0,45 мм; 0,5 мм; 0,55 мм)* 1250 мм по ГОСТ 30246-94.
Основные отечественные поставщики сырья:
- ОАО «Новолипецкий металлургический комбинат»;
- ОАО «Магнитогорский металлургический комбинат»;
- Компания «Европрофиль»;
- ОАО «Северсталь»;
- ОАО «НЛМК».
Бизнес-план производства металлочерепицы (из расчета полной загрузки линии и работе в одну смену)
Исходные данные:
Стоимость капитальных инвестиций – 2 850 000 руб.
Количество персонала – 4 чел:
- оператор оборудования – 15 000 руб/месяц,
- подсобный рабочий – 10 000 руб/месяц,
- директор – 30 000 руб/месяц,
- менеджер по сбыту – 20 000 руб/месяц;
Средняя производительность линии – 320 погонных метров/час.
Потребление электроэнергии – 21,74 кВт/ч.
Срок амортизации производственного оборудования – 5 лет.
Количество смен – 21.
8-ми часовой рабочий день (время работы оборудования – 7 часов).
Стоимость 1кВТ – 1,50 руб.
Из 1 т. рулонной заготовки оцинкованной стали толщиной 0,5 мм выходит 235,84 м 2 металлочерепицы типа «Монтеррей Стандарт» (при 0,55 мм – 214,59 м 2 ).
- Аренда – (300 м 2 * 150 руб/м 2 ) = 45 000 руб/месяц;
- Зарплата работников – 75 000 руб/месяц;
- Налоги на з/п – 75 000 руб/месяц * 38,1 % = 28 575 руб/месяц;
- Затраты на электроэнергию: 21,75 кВт * 7 час. * 21 день * 1,50 руб. = 4 795,88 руб/месяц;
- Затраты на коммунальные услуги (отопление, вода, вывоз мусора) – 12 000 руб/месяц;
- Ускоренная амортизация производственного оборудования: 2 850 000 руб/ (5*12) месяц = 47 500 руб/месяц;
- Прочие расходы, связанные с хранением и транспортировкой – 20 000 руб/месяц;
- Налог на прибыль (25%) – 595 459,95 руб/месяц;
Итого: 828 330,83 руб/месяц
Объем производства металлочерепицы: 320 погонных м/час * 7 * 21 = 47 040 погонных м/месяц (55 977,60 м 2 ).
Оптовая продажная цена – 246 руб/м 2 .
Закупочная цена сырья (рулонной стали 0,5 мм) – 47 000 руб/тонну.
Себестоимость 1м 2 металлочерепицы 0,5 мм: 47 000 руб/т / 235,84 м 2 = 199,29 руб/м 2 .
Валовая прибыль: 55 977,60 м 2 * 246 руб/м 2 = 13 770 489,60 руб.
Чистая прибыль: 13 770 489,6 – (199,29 * 55 977,6 м 2 ) – 828 330,83 руб/месяц = 1 786 382,86 руб/месяц.
Итоги: Капитальные вложения в 2 850 000 руб. могут окупиться за 2 месяца.
Разумеется, столь радужный прогноз весьма приблизителен, поскольку базовые данные взяты из расчета производственных мощностей. Более точные цифры будут при сопоставлении реальных данных со стоимостью аренды, коммунальных затрат, заработной платы и, главное, – прогнозируемых объемов производства, которые рассчитываются по итогам предварительных договоренностей и заключенных договоров поставки.
Бизнес на профилировании металла рентабелен только при больших объемах, и не следует забывать, что производство металлочерепицы имеет сезонный характер. Базовые показатели могут быть увеличены в сезон, благодаря работе в две-три смены, но и уменьшены в несколько раз (а то и заморожены) во время спада с октября по март.
Позвольте представиться. Меня зовут Василий. Я уже более 15 лет являюсь частным предпринимателем. Я считаю, что в настоящее время являюсь профессионалом в своей области и хочу помочь всем посетителям сайта решать сложные и не очень задачи. Все данные для сайта собраны и тщательно переработаны для того чтобы донести в удобном виде всю требуемую информацию. Однако чтобы применить все, описанное на сайте всегда необходима консультация с профессионалами.




